| |
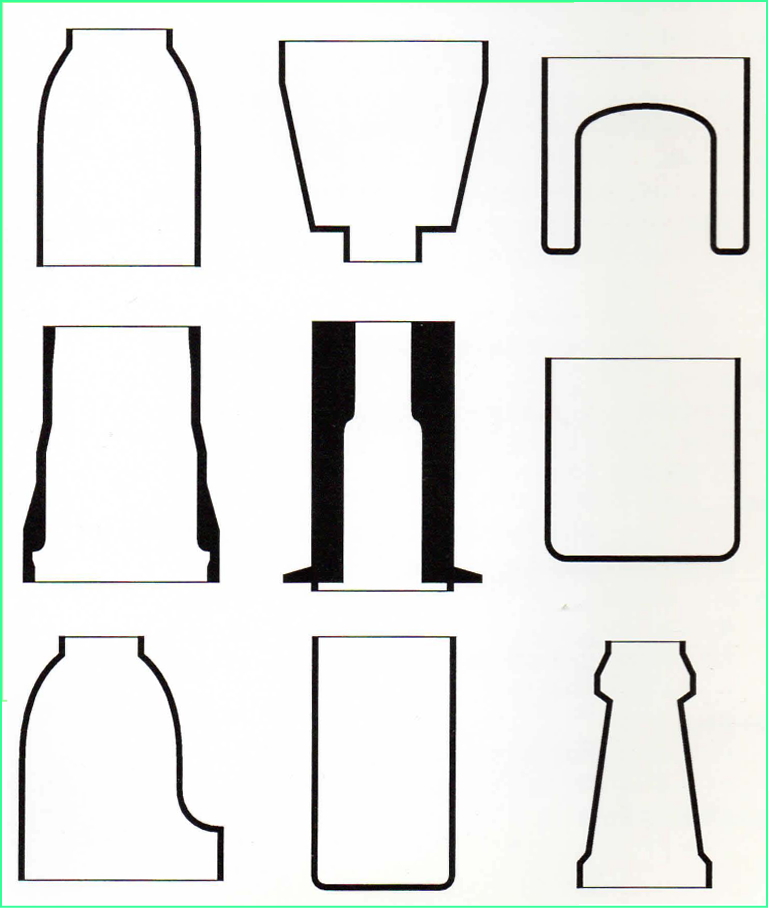
当社では左記に紹介しましたように長年に渡りラバープレス用ゴム枠の設計、製作をしてまいりましたが、 |
| 現在CI Pを使用されている各社の抱える問題点・ランニングコスト、変形、組成密度、充填密度の違いに |
| |
よる製品のばらつきなどを解決するには、ゴム枠だけの問題ではなく原料の温度管理充填方法など様々な |
| |
要因を考えなければならないという結論に達しました。 |
| |
また労働基準法の取締まりが激しくなった現在では、粉塵対策など労働条件の改善が求められています。 |
| |
そして円高等を要因とした景気の悪化にともない省力化が進められています。 |
| |
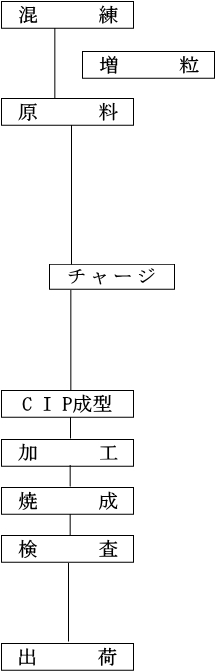
そこで我社では上記の問題を一手に解決すべく原料の混練から出荷までを、生産性の向上、省人化の追求、 |
| |
品質管理の徹底を基本とし、下記のような設備の設計、製作、施工を承っております。 |
| |
下記の設備は一例ですが各種条件により最良の設備を施工致します。 |
| |
|
| |
|
 |
| |
| |
| |
| |
| |
| |
| 粒混練もしくは増粒後ゴム枠にチャージするまでに室温によって原料の変化を防ぐため空調室を作り、 |
| その中で原料を種類ごとに分けた貯蔵瓶にいれ保管します。 |
| 空調室はビニールカーテンにより仕切られている為、防塵効果もあります。 |
| また、原料の貯蔵瓶への投入は特殊ピットを使っての自動投入もできます。 |
| 各貯蔵瓶は下にある自動計算コンテナにより必要量を取り出せます。 |
| 此の際にも集塵機により粉塵が舞うようなことはありません。 |
| |
| |
| 貯蔵瓶より出した原料は自動計算コンテナからオートクレーンにてゴム枠へのチャージの為ランマー |
| 上部へと運ばれます。 |
| ここで受け台に置かれた原料はスクリュウフィーダー等を通ってゴム枠の中へ充填されます。 |
| そしてランマーで均一に叩き充填密度を安定させます。 |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| 製品出荷前に大きさ、形状などをチェックする自動計測システムです。 |
| 検査項目により計測方法が異なります。 |
| |
| |
| |
| |
| |
| |
|